定制速度快工期短【钢板】无缝钢管海量货源- 本地 质检严格放心品质-产品资讯
更新时间:2025-05-25 04:48:10
Tags: 钢板



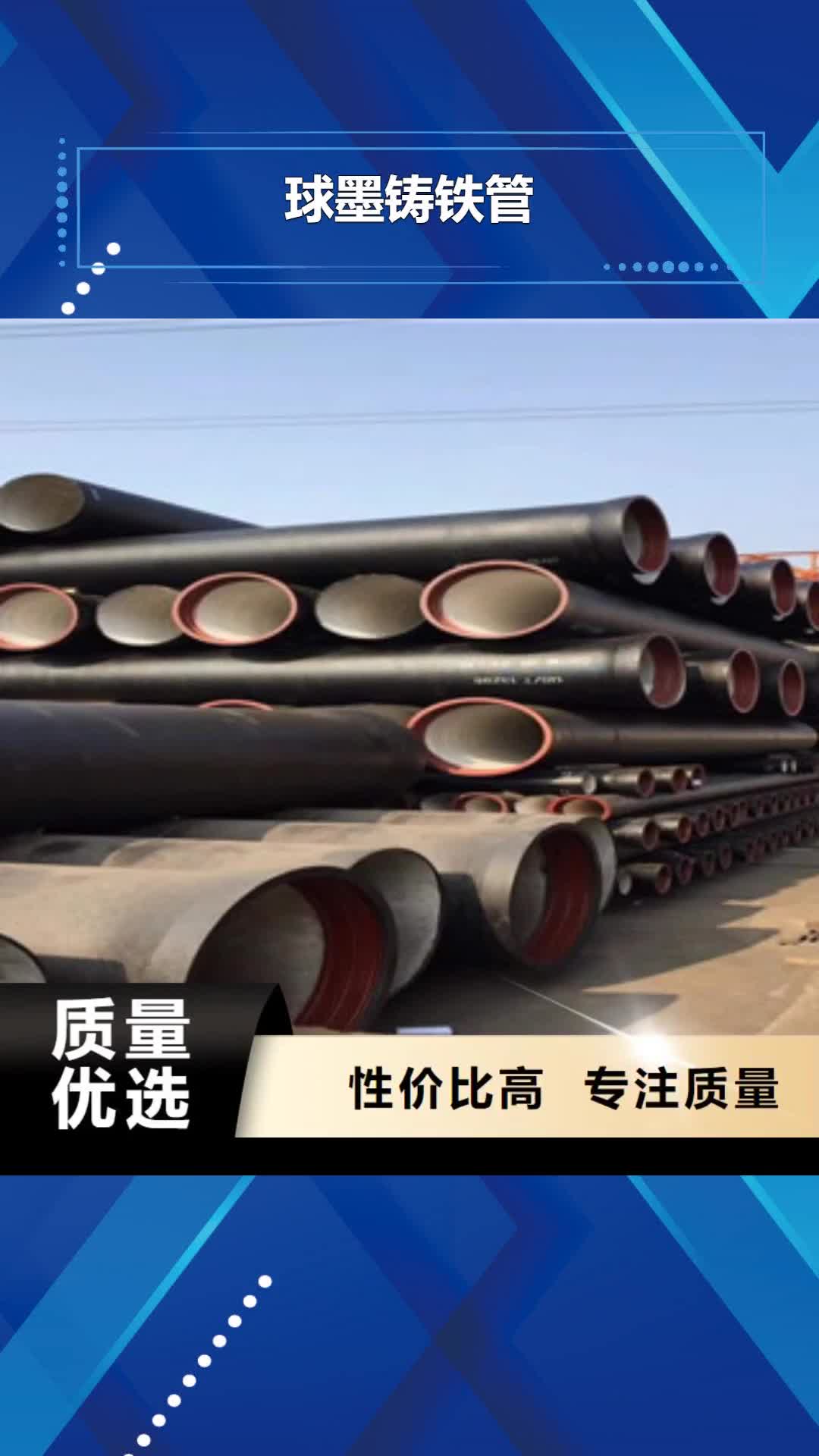
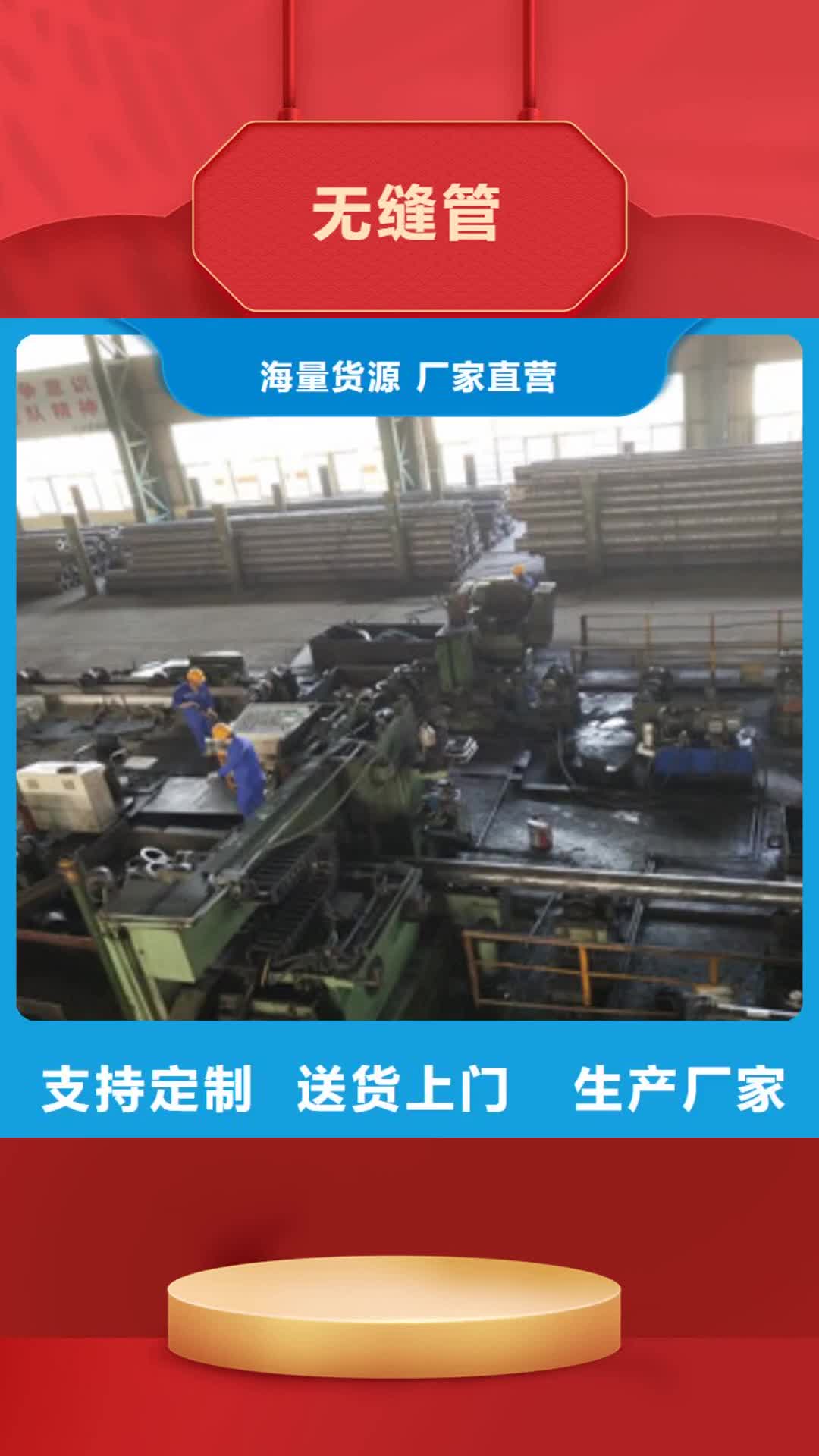
简约而不简单,我们的钢板产品视频将用直观的方式展示产品的核心价值。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 重庆 |
| 品牌 | 益丝物资 |
| 可定制 | 是 |

钢板,选择【聊城九晨钢铁制造有限公司(雅安分公司)cqys1957-37】,选择品质与信誉的保障。我们期待与您携手共创辉煌的未来,共同书写钢板行业的新篇章!联系人:颜世林-15552151098,QQ:1499276480,地址:大渡口区建桥大道。

夹杂物中心以氧化物为主,外层包裹物为MnS。随着Ti质量分数的增加,夹杂物中Mn、Si等元素,Al、Ti、0质量分数增加,夹杂物中心的氧化物以MnO、Si0Al20,、MgO的次序逐渐转移至边缘,终被TixOy取代。此过程中,夹杂物由Mn-Si-O转变为Ti-Mn-Al-O,后转变为Ti-Al-O,并且对于针状铁素体形核而言,完成了无效夹杂物一有效夹杂物一无效夹杂物的转变。 办法与一般低碳和低合金钢的切开相同简略,但在切开复合耐磨板时,需避免耐磨板切开时裂纹的发生,切开时应遵从以下主张:切开裂纹:复合耐磨板切开裂纹类似于焊接时发生氢致裂纹,假如钢板切边发生裂纹,将会在切后24小时至几周内才呈现。 因而,切开裂纹归于性裂纹,耐磨钢板厚度和硬度越大,呈现切开裂纹的倾向性就越大。预热切开:避免复合耐磨板切开裂纹有用的办法,即是在切开前进行预热。在进行火焰切开前,钢板一般都要预热,其预热温度高低首要取决于耐磨钢板质量等级和板厚,预热办法可采用火焰烧、电子加热垫进行,也能够运用加热炉加热。 为断定耐磨板的预热作用,应在加热门外表测验温度。注意:预热时,要使全部复合耐磨板界面均匀受热,避免触摸热源的区域呈现部分过热景象。假如无法进行整板预热,则能够运用部分预热法代替。低速切开:避免切开裂纹的另一种办法即是下降切开速度。

焊接因素。焊接时钢板对度偏差大,影响磨削精度,造成一边磨头受压大,一边受压小,后角同样产生上述因素,焊接角度差,人为不可避免因素,都对磨削时砂轮等因素产生不可回避影响。砂轮质量及粒度宽度影响。选用砂轮磨钢板片时,注意砂轮粒度,粒度过粗磨削产生砂轮痕迹,砂轮选用粒度细易堵塞磨削量少、易烧刀。 钢板双金属耐磨板磨削好坏决定在磨头进给速度有关,一般双金属耐磨板进给速度在0.5至6毫米/秒不能超出此值.即每分钟应在20齿内,超于每分钟20齿进给速度过大,会产生严重刀瘤或烧钢板,砂轮产生凸凹面造成影响磨齿精度浪费砂轮.磨头进给量,选用砂轮粒度对进刀量有极其重要意义。 砂轮直径及砂轮宽度厚度是根据钢板长短宽窄或不同齿形和钢板各个面情况而定,不是一个后角或前角砂轮规格一样都可任意磨削不同齿形的,一定有针对性去选用适合规格砂轮。磨头进给速度。一般砂轮建议选用180#至240#极其量选用240#至280#不予选用280#至320#,否则要进给速度。 磨削心。所有双金属耐磨板磨削该与基体为心,而不是与刀口为心,平面磨削心拿不出来,后角、前角用加工心也无法磨好一块双金属耐磨板,磨削三个流程不可忽视。磨削侧角时仍细心观察钢板厚度,厚度不同磨削心随之改变,不管钢板厚度如何,磨削面时砂轮心线应与焊接位保持在一条直线上,否则产生角度差影响切削。

复合耐磨板吊顶的优缺点1复合耐磨板吊顶的优点a、复合耐磨板吊顶使用寿命长,质量过硬的复合耐磨板可以使用50年;b、吊顶具有良好的防火、防潮、抗静电作用;c、吊顶易清洁;d、吊顶质感好,档次高,与瓷砖、卫浴、厨柜容易形成统一的风格。 使用寿命长,质量过硬的耐磨板可以使用50年;质感好,档次高,与瓷砖、卫浴、厨柜容易形成统一的风格,易清洁。2复合耐磨板吊顶的缺点a、复合耐磨板吊顶的安装要求高,是对于平整度的要求严格;b、吊顶拼缝不如塑钢扣板吊顶;c、复耐磨板的板型、款式没有塑钢扣板的板型、款式丰富。 复合耐磨板有哪些特点复合耐磨板的板面平整,棱线分明,吊顶系统体现出整齐、大方、高雅、视野开阔的外观效果。复合耐磨板具备阻燃、防腐、防潮的优点,而且装拆方便,每件板均可拆装,方便施工和。如需调换和清洁吊顶面板时,可用磁性吸盘或拆板器快速取板,也可在穿孔板背面覆加一层吸音面纸或黑色阻燃棉布,能够达到一定的吸音标准。 优质的复合耐磨板一般采用优质涂料,由进口全自动高速涂装线涂装,板面平整,无色差,涂层附着力强,能耐酸、碱、盐雾的侵蚀,长时间不变色,涂料不脱落,氟碳涂层板是户外使用的极为理想的装饰材料,使用寿命二十年以上,且保养方便,用水冲洗便洁净如新。









大家都爱看